
离焦量对光纤激光焊接机焊接质量的影响
离焦量对光纤激光焊接机焊接质量的影响
随着光纤激光焊接机在汽车行业中的应用越来越广泛,汽车生产车间经常出现一些新的焊接需求,车间工程师需要通过焊接试验来确定较为合理的工艺参数,例如激光功率、焊接速度、焦点位置和焊接时间等。今天我们就走进汽车生产车间,通过焊接试验了解焦点位置对光纤激光焊接机焊接质量的影响。

根据人们对光纤激光焊接机的焊接试验,可以知道作用于工件表面的激光功率密度不仅仅与激光光束的焦斑功率密度相关,还与工件表面与焦斑的相对位置有关,这个相对位置又称之为离焦量。当焦平面位于工件表面之上时称为正离焦,反之为负离焦。将光纤激光焊接机的激光功率设置为2.5kW,焊接速度设置为1.5m/min时,设置不同离焦量时,对应焊缝的熔深和宽度不同,具体变化如下图所示。
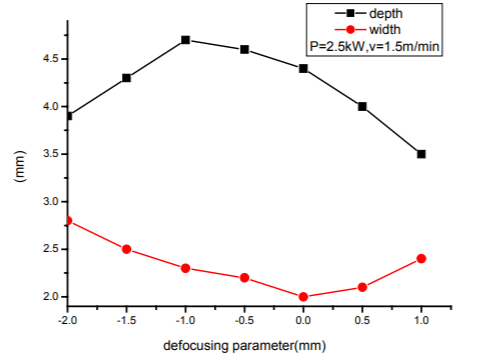
根据图示可知,光纤激光焊接机的离焦量对熔深有很大的影响。激光束腰处的功率密度是较大的极限,束腰位于正离焦时工件获得的功率密度相应降低,会形成钉头状焊缝,熔深减小;当束腰处于负离焦时可增加熔深,形成V形焊缝。在我们的焊接实验中可以看出,光纤激光焊接机较佳的离焦量应该是在工件表面下0.5~1mm之间,且离焦量不能过大,否则会造成穿透损失过大,纵横比降低,甚至因功率密度不足而导致焊接失败。
上一条: 激光功率对自动激光焊接机焊接质量的影响
下一条: 如何保证金属激光焊接机辉光放电的稳定性






